

Unlike traditional sensor-based monitoring systems, 8-Sens is a technology built on artificial intuition, which virtually "senses" the internal dynamics of machines and perceives them almost like living organisms.
This system offers businesses extraordinary precision and uninterrupted control in anomaly detection, predictive maintenance, production continuity, and occupational safety.

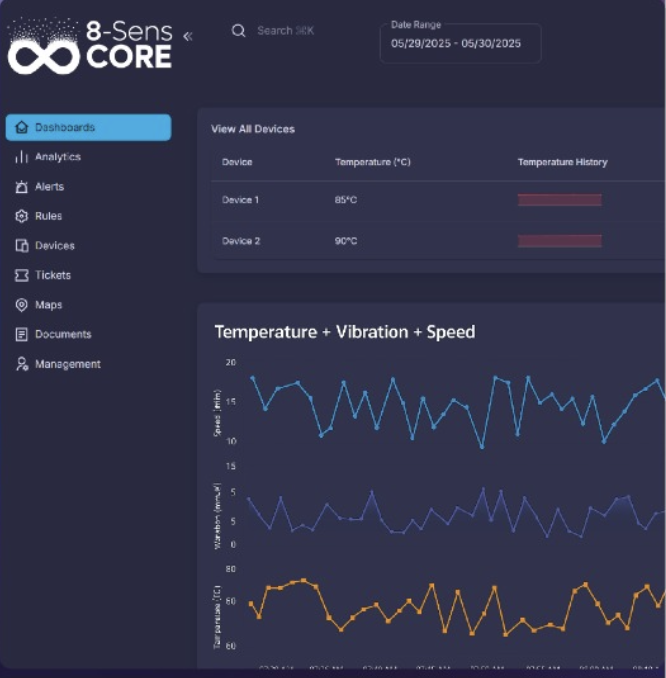
Serving as the heart of the sensor system, this smart data collector centrally gathers, processes, and transmits the data from all sensors to the cloud. This device is critical for all industries as it maximizes operational efficiency by consolidating data at a single point, offering real-time monitoring capabilities, and acting as the connectivity hub. This technology ensures system integration, allowing businesses to instantly track all sensor data.

This smart sensor system, which continuously monitors the temperature and humidity levels of factories, warehouses, and production areas, is vital for industries requiring sensitive environmental conditions such as food, pharmaceuticals, chemicals, and wood. When a deviation in environmental parameters is detected, automatic alert systems are activated, guaranteeing product quality and storage safety. Thanks to this technology, businesses keep critical environmental conditions under 24/7 control, preventing potential losses.

This smart sensor, which preemptively detects sagging, tension, and alignment problems on conveyor belts, is critical for businesses in the food, textile, packaging, and logistics industries. By catching early signs of wear on the belt, it prevents costly breakdowns and unplanned downtimes.

This sensor, which continuously monitors the rotational speed of motors and rotating equipment and immediately alerts when it drops below target values, is vital for production lines that use rotary equipment such as packaging, filling, and mixing. By catching early drops in rotational speed, it prevents costly failures and production losses.

This sensor, which measures surface temperatures on the production line non-contactly using infrared technology, is indispensable for businesses in industries where temperature sensitivity is critical, such as food, pharmaceuticals, plastics, metal, and automotive. It prevents quality issues and increases operator safety by offering secure measurement without requiring contact with the machinery.

This sensor, which continuously monitors vibrations in motors, pumps, and rotary systems and provides an instant alert when excessive vibration is detected, is critical for vibration-intensive industries such as metal processing, chemical, packaging, and recycling. Operating on the principle that vibration is the earliest sign of failure, it prevents unplanned downtime and catches costly malfunctions before they turn into expensive damage.

This sensor, which instantly identifies and tracks products, packages, and pallets on conveyor belts via RFID tags, is indispensable for companies in the packaging, logistics, e-commerce, and automotive industries. It eliminates the need for manual control, ensuring 100% error-free product tracking and maximizing operational efficiency while minimizing the risk of loss.
Smart sensor technologies such as SENS_CORE and SENS-RANGE are key to efficiency and reliability in modern food, textile, packaging, and logistics industries. These systems offer a revolutionary solution for businesses by detecting critical issues that may arise in conveyor belts—the heart of production lines—while they are still minor indications.